


三鑫技术
三鑫研磨产品制造中心是目前国内发展较快的不织布研磨企业之一,多年来潜心专注于不织布研磨产品的研究与开发。奉行专业化,数年磨一剑,从成熟到成功,从默默无闻到今天的知名品牌,其“三鑫品牌”以杰出的表现赢得了在表面处理行业中的特殊地位,拥有1600余个品种,基本满足相关行业客户的各种需求,获得了国内磨具磨料行业广大客户的认可。

产品优势
三鑫产品优势
三鑫不织布研磨产品系以特殊纤维为基材,再黏接研磨矿砂所构成。由于矿砂的粒度。种类与黏接在纤维上的方法不同,而形成各种不同的用途,小到简单的清理作业(CLEANING),大到去除毛边(DEBURRING)用途广泛。同时形状、种类和尺寸齐全,能完全适合您不同的用途与需求。
三鑫工业用研磨产品优点:
*研磨力均一,加工结果均匀
由于纤维上的矿砂分布均匀,当表面一层损耗后,新的研磨绒又能立即发挥效果,加工结果均匀、光滑、美观。
*耐水性强
特殊纤维材料耐水、耐油。
*可塑性强
柔软度佳,适合各种形状的被研磨体。
*污垢不会堵塞研磨绒面细逢
研磨绒损耗后,新绒面自然形成,污垢不会堵塞细逢,使研磨面常保如新。
*增加被研磨物的表面附着力
研磨绒可在物体表面留下超微细痕迹,增加表面真实面积,有利于喷漆、涂漆等黏着效果。
*控制切削
不致过度切削被研磨物,产生不良品。
*不生绣、不脱落
安全、好用,不会像钢丝刷一样生锈、脱落无法使用。
*安全的作业环境
噪音、灰尘、失误,是安全作业上的禁忌。工业用三鑫研磨产品,研磨声音小、灰尘小,提供使用者一个舒适的作业环境参数释义
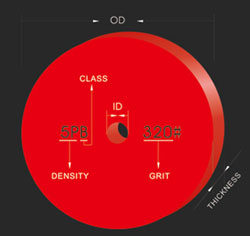
P -密度 产品密度(软硬度):3P~12P,数字越大,产品越硬 B - 等级 产品型号:一般标注三种型号:A、B、C 320# - 粒度 产品粒度: 磨料的粗细度,包括80# ~ 1200#. OD -外径 产品外径: 50mm~600mm之间. T - 厚度 产品厚度:常用有25mm,50mm,其他可按要求订做. ID - 内径 产品内孔, 可按需求订做 转速换算表
直径 圆周速度(米/分) 15 20 25 30 35 40 45 寸 毫米 每分钟转速 1" 25 11500 15300 19100 23000 26750 30550 34370 2" 50 5730 7650 9550 11450 13400 15275 17185 3" 75 3825 5100 6380 7650 9000 10185 11455 4" 100 2865 3825 4775 5730 6700 7640 8600 5" 125 2300 3050 3800 4600 5300 6100 6875 6" 150 1900 2550 3200 3800 4450 5100 5730 7" 175 1635 2200 2730 3270 3800 4365 4910 8" 200 1440 1910 2390 2875 3350 3820 4300 9" 225 1275 1700 2100 2550 2975 3395 3820 10" 250 1150 1525 1900 2300 2675 3055 3440 12" 300 950 1275 1590 1900 2230 2550 2865 14" 350 820 1090 1370 1640 1900 2180 2450 16" 400 725 900 1200 1450 1675 1910 2150 操作建议
(1)常见规格表示的意义
不织布研磨产品按磨料种类、粒度及组织密度(硬度)分为多种品种规格。
磨料:一般为刚玉和碳化硅,磨削金属通常选用刚玉,磨削硬脆材料或木材选用碳化硅。
粒度:粒度越粗,磨削效率越高,其磨削表面的纹路越粗,光洁度也越低,其相对应的网状纤维结构越蓬松。
组织密度对加工工件表面质量的影响:密度大要比密度小纹路更清晰,并且不易发生纹路倾斜、中断,密度小轮子砂纹的一致性更好、且不易烧伤工件表面。
(2)不织布研磨轮使用时的几个参数
研磨轮的转速对工件的处理结果及磨具的寿命的影响:工件材质较硬和表面处理效果要求高的时候需要高的转速,但磨具的寿命会相应减短;工件材质较软选用低速,其表面处理结果相对粗糙。
进给速度对工件局部纹路的影响:进给速度越快,局部被磨削的时间越短,纹线片段数目越少;进给速度越慢,允许更长时间来处理局部的纹路。
研磨轮磨削工件时的压力:压力大时容易烧伤工件,且研磨轮会改变形状;压力小时工件纹路不够清晰,效率不够高。
(3)使用的环境
不织布研磨片能在水、油或其它腐蚀剂的环境下使用,不用担心像钢丝球生锈和普通砂纸掉砂等问题,可以配合托板或直接手工使用。在潮湿环境中使用,将会降低产品耐用性,故在储存及使用中需注意防潮
当对表面有较高要求时,研磨轮常配合一些润滑剂使用,它能够有效地散热,改进表面色泽和降低粉尘。
正确使用产品可延长产品的寿命、获得最佳的表面处理效果:
转速:转速是一个很重要的因素,它会影响到加工效果、效率及轮子的寿命,实际使用速度应据加工工件的材料和加工效果确定
旋转方向:卷紧轮必须按照轮子侧面标定的方向旋转,其他产品转向不受限制。
工作压力:一般应施轻度或中等程度的压力,通常情况下尽量避免施加太大的压力,以免轮子变形或损坏工件表面。
振动:通常振动会导致条文不连续、工件表面不均匀。工件处理效果 建议线速 装饰线纹 2.5-15 m/s 复合材料/软型材 6-13.5m/s 表面清洁处理 10-25m/s 最后抛光前处理 10-32.5m/s 清除氧化皮 25-32.5m/s 调和/抛光 30-40m/s 注意事项

安全提示:
工作时请穿戴好防护用具。
NOTE:
PLEASE UNDER
THE PROTECTION
WHEN YOU WORKING!

1.转速过快,会使研磨轮破裂,引起伤害。转速不得超过在研磨轮上标明的最大操作限度,确定研磨轮相对机速的最大转速。 
2.飞出的火花和碎粒会引起伤害和火灾。清除工作地点的易燃物质,避免火花飞出方向向着眼睛和身体。在危险操作中,配戴合适的机械安全保护罩,在厂工程师(技术员)指导下安全操作。当开始工作时确保无人站在研磨轮的前后。不正确的使用会使研磨轮破裂,引起伤害。 
3. 研磨轮发生振动或摇动,会使研磨轮破裂,引起伤害。不要扩大中间孔或改变中间孔的形状,不要使用有凿痕或层裂形的轮,如果在使用过程中发生振动或摇动,则马上停止。研磨轮破损或摇动可能由以下情况引起:心轴太大,装置的螺丝钉过紧,使用的轮边缘有凸,或轮缘长小于轮直径的1/3,或直径不等,弯曲。 
4.请不要在>40 C、<5 C的环境温度下使用及储存。
配套使用工具












